Valve mod - pcp pistol |
Post Reply 
|
Page <1234 6> |
| Author | |
nunga 
Admin 

Joined: 09 Mar 2013 Location: Pukekohe Status: Offline Posts: 1123 |
 Post Options Post Options
") Thanks(0) Thanks(0)
 Quote Reply Quote Reply
 Posted: 07 Sep 2024 at 5:35am Posted: 07 Sep 2024 at 5:35am |
|
Paul Flick me your address and ill get that bronze sent to you. I will be doing a smelt over the weekend and i will make some bronze while i have the furnace cranked up
|
|
|
2nd place HP springer - WFTF World Championships 2014
|
|
 |
|
|
BC_Clark
Groupie 
Joined: 16 Feb 2024 Location: Auckland Status: Offline Posts: 10 |
Post Options
Thanks(0)
Quote Reply
Posted: 07 Sep 2024 at 11:20am |
|
A thing about dissimilar metal corrosion is it depends on the ratio of surface areas of each metal. A stainless seat in an aluminium airgun could have no issues but an aluminium seat in a stainless airgun would be at high risk. Look up the galvanic series and make sure that the most reactive metal makes up the vast majority. I find 385 brass to be very good for seats. It machines and polishes well. Bronzes can be more tricky. |
|
|
|
|
nunga
Admin
Joined: 09 Mar 2013 Location: Pukekohe Status: Offline Posts: 1123 |
Post Options
Thanks(1)
Quote Reply
Posted: 07 Sep 2024 at 11:49am |
|
Thats because 385 brass as a lot of lead (around 3%) compared with other types of brass which makes it very good for machining it is also know as free machining brass. But it is a lot softer as well so i dont know how it would handle been used on HPA valve seat. If you have had good results using it BC_Clark then i would be happy to mix up a batch for you paul, like i said i have everything here and i will be smelting other stuff this weekend anyway.
|
|
|
2nd place HP springer - WFTF World Championships 2014
|
|
|
|
|
BC_Clark
Groupie
Joined: 16 Feb 2024 Location: Auckland Status: Offline Posts: 10 |
Post Options
Thanks(1)
Quote Reply
Posted: 08 Sep 2024 at 1:50pm |
Some of my most powerful and highly stressed valves have been with 385 brass seats so I can say that normal HPA usage is no challenge. |
|
|
|
|
Pauly5
Forum Moderator 

Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1742 |
Post Options
Thanks(0)
Quote Reply
Posted: 08 Sep 2024 at 2:26pm |
|
So should I remake that valve seat in brass and the harder material for the moving part of the valve. Poppet valve?
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1742 |
Post Options
Thanks(0)
Quote Reply
Posted: 10 Sep 2024 at 4:06pm |
|
Well I tried cutting one of my donor screw drivers and it was hard. The hacksaw had trouble biting into it. It made a small nick, so I just put it in the vice and it snapped on the nick.
Doing pest control I was always up in ceilings and sparkies often forget stuff and they do like to have expensive screwdrivers which are decenyly hardened. So I have a couple I can wreck. So this will be my valve stem.  |
|
|
|
|
RangerPete
Senior Member 
Joined: 19 Apr 2023 Location: Cambridge. Status: Offline Posts: 1103 |
Post Options
Thanks(0)
Quote Reply
Posted: 10 Sep 2024 at 5:08pm |
|
Good luck with that 😂
|
|
|
Walk quietly, but carry a big stick.
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1742 |
Post Options
Thanks(0)
Quote Reply
Posted: 19 Sep 2024 at 3:50pm |
|
Slowly doing stuff.
NZ Post has botched up Nunga's foundry delivery, so valve on hold. I bought a piece of 3.9 mm piano wire today. Pretty hard, and hopefully harden up, but I might try that for the valve stem. I also decided to use the .25 cal FX barrel I had. It was off a Bobcat. I cut it down and reduced the breech end to fit into what will be the breech block for this build. Fits nice and snug with no movement. FX only rifled the last 2 or 3 inches of these barrels and you can see that they make the muzzle smaller diameter to do this, then thread on a piece to match. You can see the marks on the outside where they "squeeze" the rifling in giving it a "smooth" twist.  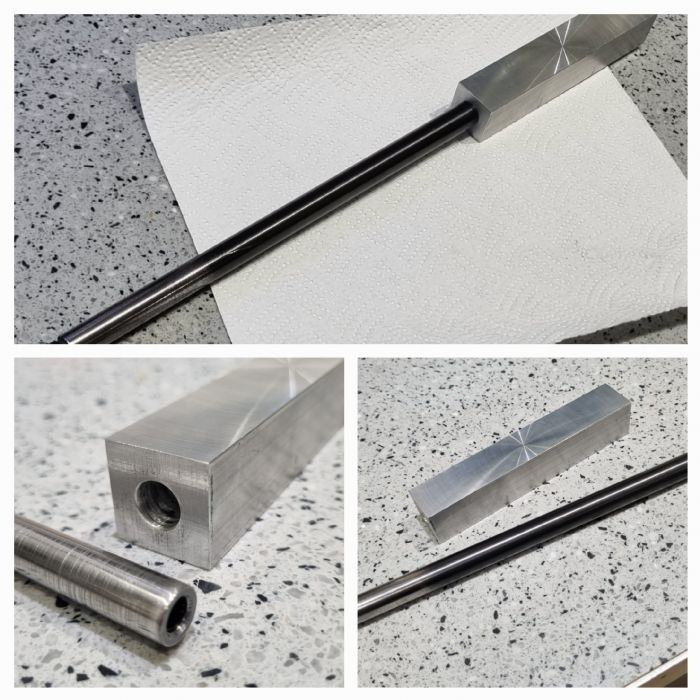 |
|
|
|
|
RangerPete
Senior Member
Joined: 19 Apr 2023 Location: Cambridge. Status: Offline Posts: 1103 |
Post Options
Thanks(0)
Quote Reply
Posted: 20 Sep 2024 at 4:19pm |
|
So how long are you planning on making the barrel?
|
|
|
Walk quietly, but carry a big stick.
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1742 |
Post Options
Thanks(0)
Quote Reply
Posted: 20 Sep 2024 at 5:19pm |
|
Barrel is around 300 mm, so not a small pistol.
|
|
|
|
|
J-S
Senior Member
Joined: 20 Oct 2014 Location: Auckland Status: Offline Posts: 509 |
Post Options
Thanks(0)
Quote Reply
Posted: 21 Sep 2024 at 5:39am |
|
very cool
|
|
|
J S Airguns
Air Arms TX200('s) Theoben Sirocco HW77 FWB 300s Webley Patriot One or two others... Current projects: Too many.. |
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1742 |
Post Options
Thanks(0)
Quote Reply
Posted: 22 Sep 2024 at 5:46pm |
|
So i found a piece of brass to use. I have made the poppet valve and loctited it to the stem.
After it was fastened I finished off the seat and polished it so the it was concentric with the shaft. I am quite pleased with how it turned out, but of course being pretty doesn't mean it works. I also polished the valve seat. I have some of the 3M polishing cloths, 800 up to 15000 grit. It is satisfying working through them and seeing the finish improve.  |
|
|
|
|
nunga
Admin
Joined: 09 Mar 2013 Location: Pukekohe Status: Offline Posts: 1123 |
Post Options
Thanks(0)
Quote Reply
Posted: 23 Sep 2024 at 2:34am |
|
Silly question, You are going to lap the seat in right? That brass looks nice but is it just the picture or are there a lot of machine marks still on the face of that? hope it seals. Nice work! I will get the other brass sent out again for you anyway and you can use it on another project if you dont need it for this now.
|
|
|
2nd place HP springer - WFTF World Championships 2014
|
|
|
|
|
KiwiTR6
Senior Member

Joined: 04 Nov 2022 Location: North Island Status: Offline Posts: 449 |
Post Options
Thanks(0)
Quote Reply
Posted: 23 Sep 2024 at 2:36am |
|
Paul, I've found Solvol Autosol to be excellent for final polishing. I'm not sure if it would be coarse enough to finalise the metal to metal seal though. I have heard of people using moistened cigarette ash on fuel needle jets, but that's probably finer again.
|
|
|
Daystate Red Wolf .22
FX Dreamline .22 Diana Outlaw .22 HW98 .177 HW30 .177 FWB 124 .177 Diana 35 .177 Diana 340 N-Tec .177 Diana 34 EMS .177 Diana Mod 25 .177 Diana Two Forty .177 Crosman 2240 .22 |
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1742 |
Post Options
Thanks(0)
Quote Reply
Posted: 23 Sep 2024 at 2:49am |
|
Thanks guys, yes I was going to use something to bed the two together. I have Autosol, valve grinding compound and even toothpaste.
Nunga, this is kind of a test run. I don't know how well this will work and so the good thing is that I can take the whole valve system out and replace it, so I will use your piece of brass because it was made for it. It means something to me to use the piece cast especially for it. I can make the mistakes on this first one.
The other thing I was going to do was make the seat out of delrin. |
|
|
|
|
Post Reply
|
Page <1234 6> |
 Tweet
Tweet
|
| Forum Jump | Forum Permissions You cannot post new topics in this forum You cannot reply to topics in this forum You cannot delete your posts in this forum You cannot edit your posts in this forum You cannot create polls in this forum You cannot vote in polls in this forum |







 Topic Options
Topic Options nunga wrote:
nunga wrote: