Valve mod - pcp pistol |
Post Reply 
|
Page <1 23456> |
| Author | |
kruzaroad 
Senior Member 

Joined: 03 Jul 2022 Location: Hastings 4 now Status: Offline Posts: 3023 |
 Post Options Post Options
") Thanks(0) Thanks(0)
 Quote Reply Quote Reply
 Posted: 04 Dec 2024 at 4:31pm Posted: 04 Dec 2024 at 4:31pm |
|
Probly is to fast pauly.
Was watching video a week or so back and dude was having trouble with the drill hardening stainless around holes. Apparently stainless tempers at very low heats. Might have to set up cutting fluid bottle with gravity feed and flow adjustment or something to keep temp down |
|
 |
|
|
kruzaroad
Senior Member
Joined: 03 Jul 2022 Location: Hastings 4 now Status: Offline Posts: 3023 |
Post Options
Thanks(0)
Quote Reply
Posted: 04 Dec 2024 at 4:39pm |
|
Just had nosey on web.
Starts at around 400° depending on stainless. Recomends a cutting fluid, breaks to let metal cool if drilling to long and this Use a drill bit designed for stainless steel Use a cobalt or titanium nitride (TiN) coated high speed steel (HSS) drill bit with a 135° point. Begin drilling at a lower speed, around 30-60 surface feet per minute (SFM). Edited by kruzaroad - 04 Dec 2024 at 4:42pm |
|
|
|
|
Pauly5
Forum Moderator 

Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1746 |
Post Options
Thanks(0)
Quote Reply
Posted: 04 Dec 2024 at 5:11pm |
|
Thanks Kruz. Yea, I now have a couple of cobalt 4.2 mm bits on the way with the 135 deg point. I was probably spinning the drill at around 1000 rpm, so far too fast. I did a test hole at around 400 rpm and it was day and night.
I got RTD metal cutting compound. Its a paste that sticks to the bit as opposed to flooding it.
|
|
|
|
|
kruzaroad
Senior Member
Joined: 03 Jul 2022 Location: Hastings 4 now Status: Offline Posts: 3023 |
Post Options
Thanks(0)
Quote Reply
Posted: 04 Dec 2024 at 5:19pm |
|
Yeah but the flooding pulls heat away from the metal and drill constantly, which im assuming a paste wouldn't, or at least as well.
|
|
|
|
|
nunga
Admin 

Joined: 09 Mar 2013 Location: Pukekohe Status: Offline Posts: 1125 |
Post Options
Thanks(0)
Quote Reply
Posted: 05 Dec 2024 at 8:43am |
|
Hard steel equals very slow drill speeds and use thread cutting paste with it. The slower you go the better. High speeds will only burn out your drill bit and work harden the metal even more. Those gold coated so called titanium bits are crap. Only good for soft metals like alloy.
|
|
|
2nd place HP springer - WFTF World Championships 2014
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1746 |
Post Options
Thanks(0)
Quote Reply
Posted: 05 Dec 2024 at 9:49am |
|
I had a good drill bit, but too much speed. Have got a couple of good 135 deg cobalt bits from Sulco now.
Appreciate the help guys.
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1746 |
Post Options
Thanks(0)
Quote Reply
Posted: 06 Dec 2024 at 4:01am |
|
Quick update on drilling. New bits arrived, halved drill speed, used new paste and it cuts like butter.
What a relief, I was starting to hate stainless.
|
|
|
|
|
kruzaroad
Senior Member
Joined: 03 Jul 2022 Location: Hastings 4 now Status: Offline Posts: 3023 |
Post Options
Thanks(0)
Quote Reply
Posted: 06 Dec 2024 at 4:25am |
|
Lol.
Sweet Pauly. Be a shame to have to use a less durable metal. Looking forward to progress resaults on pistols now you've beaten this problem. |
|
|
|
|
JasonEdward
Senior Member
Joined: 22 Sep 2024 Location: Waihi Status: Offline Posts: 196 |
Post Options
Thanks(0)
Quote Reply
Posted: 06 Dec 2024 at 6:24am |
|
Yeah I thought a nice sharp drill was all i needed to drill S/S.
Blunted drills, hardened stainless and a fitter mate taught me the error of my ways.  |
|
|
|
|
BC_Clark
Groupie 
Joined: 16 Feb 2024 Location: Auckland Status: Offline Posts: 10 |
Post Options
Thanks(0)
Quote Reply
Posted: 24 Dec 2024 at 2:48pm |
|
Looking good Pauly. Pity about the radius cutter not being as advertised. The inlet screw does not really need the flat down the side and it causes more stress on the o-ring to force it around a non-round shape. The air flows past a regular screw anyway but if you must fill faster you can get a similar effect by oversizing the tap drill to 4.5 for M5 and leave the screw standard. When you have stainless parts with a lot of machining time in them and the fastener isn't working close to its capacity, it is advised to use larger tap drills to avoid broken taps. Just adding 0.1mm can go from from walking on ice, to a walk in the park. Anyone not having fun with stainless should try 303 grade for machining. Not only stronger than 304 and 316 but much nicer to machine. |
|
|
|
|
BC_Clark
Groupie
Joined: 16 Feb 2024 Location: Auckland Status: Offline Posts: 10 |
Post Options
Thanks(1)
Quote Reply
Posted: 24 Dec 2024 at 3:11pm |
|
The main thing with drilling stainless is high feed and lower speed. It is not the heat that hardens stainless. Regular 304 and 316 are non heat-hardenable. They only become softer with heat. But they work-harden very readily (316 moreso). So applying too little pressure to the drill causes it to skim along the surface without starting a chip. This work-hardens the surface you're trying to drill. The problem with heat is that it blunts the cutting edge of the drill which leads to work-hardening of the stainless, accelerating the issue. HSS with cobalt can handle higher temperature.
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1746 |
Post Options
Thanks(1)
Quote Reply
Posted: 26 Dec 2024 at 5:07pm |
|
I got a little bit more done today. Enough to fill and fire. I had been having trouble getting the poppet valve to seal. I was trying to get angles to match to no success so opted for a polished flat sealing surface which worked.
Here's photo and it's first chrony reading. there's still a lot to do, but it's nice actually firing it now. Just over 15 ft/lb at around 1200 psi in 25 cal.  |
|
|
|
|
J-S
Senior Member
Joined: 20 Oct 2014 Location: Auckland Status: Offline Posts: 510 |
Post Options
Thanks(1)
Quote Reply
Posted: 27 Dec 2024 at 3:05pm |
|
It’s looking great! Healthy power too
|
|
|
J S Airguns
Air Arms TX200('s) Theoben Sirocco HW77 FWB 300s Webley Patriot One or two others... Current projects: Too many.. |
|
|
|
|
JasonEdward
Senior Member
Joined: 22 Sep 2024 Location: Waihi Status: Offline Posts: 196 |
Post Options
Thanks(1)
Quote Reply
Posted: 28 Dec 2024 at 8:07am |
|
Nice work - looks great!
|
|
|
|
|
Pauly5
Forum Moderator
Joined: 11 Mar 2013 Location: Titahi Bay Status: Offline Posts: 1746 |
Post Options
Thanks(2)
Quote Reply
Posted: 16 Jan 2025 at 1:54pm |
|
Hi y'all, I got the lawns done tonight then went into the garage to do a bit more work on the pistol.
I had been struggling trying to find a leak. At first I thought it was a line on the inside of the tube from production, so I honed it with 300 grit on a dowel in the lathe. It wasn't this, so I took a serious look at my O ring grooves and I had left a small ridge on the sealing side of it. removing this seems to have done the job. I reassembled the pistol and fired a shot over the chrony, and very interestingly it only read about 4 fpe. I figured this was due to it being too close because the next shot, from further away was better than I expected at a healthy 19.77 fpe. I still have to make the lockup device for the bolt/probe, so I am holding the probe in to fire. On the next shot I got 20.98 fpe. I have learnt that making sure there are no leaks in the transfer port area has a big impact on the power output and you can loose a lot of energy through leaks. I had cut a tapered lead into the barrel and I need to get a slightly thicker probe O ring too as it gets blown out of it's groove, so once I get that and the lock up sorted I am likely to see over 20 fpe for this .25 cal puppy. I don't know how accurate it will be, but I am very happy with the results so far. 26.23 grn pellet @ 600 fps 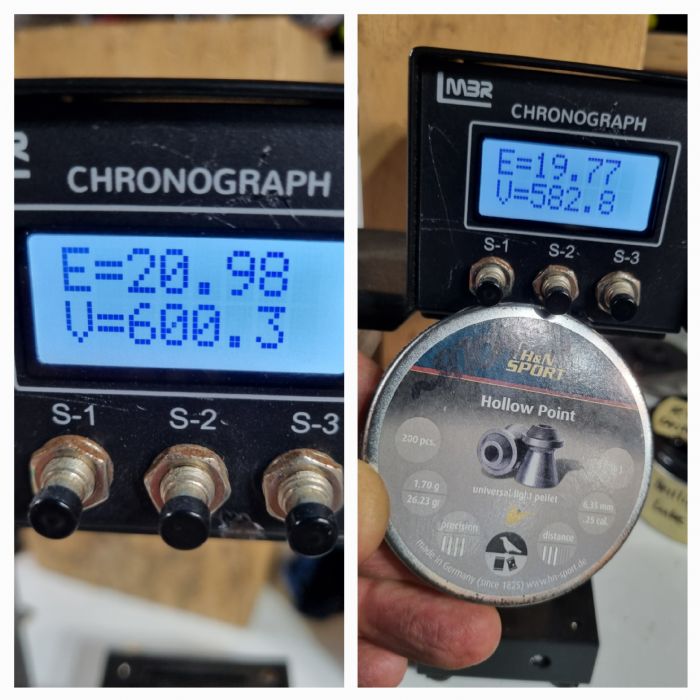  |
|
|
|
|
Post Reply
|
Page <1 23456> |
 Tweet
Tweet
|
| Forum Jump | Forum Permissions You cannot post new topics in this forum You cannot reply to topics in this forum You cannot delete your posts in this forum You cannot edit your posts in this forum You cannot create polls in this forum You cannot vote in polls in this forum |







 Topic Options
Topic Options